服务热线:13969548593
联系我们

更新时间:2025-06-19 18:21:54 ip归属地:沈阳,天气:中雨转雷阵雨,温度:19-25 浏览次数:4 公司名称:聊城 鸿山金属制造(沈阳市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 机械加工 | 激光切割 |
| 图纸定制 | 可出图纸 |
| 包工包料 | 免费出图纸 |
| 激光切割 | 氧气精密切割 |
| 精密开孔 | 公差0.05 |
| 范围 | 激光切管【景观】护栏生产基地位于【聊城】,供应范围覆盖辽宁省 沈阳市、大连市、鞍山市、抚顺市、本溪市、丹东市、锦州市、营口市、阜新市、辽阳市、盘锦市、铁岭市、朝阳市、葫芦岛市 沈河区、大东区、皇姑区、铁西区、苏家屯区、东陵区、沈北新区、于洪区、辽中区、康平县、法库县、新民市等区域。 |





鸿山金属制造(沈阳市分公司)位于高新区长江路1号,地理位置优越,交通运输十分方便。 公司经过二十几年的努力,形成一家具有产品开发、制造、销售于一体的综合性厂家。公司产品远销全国各地。现公司生产的产品种类有 热镀锌立柱。 公司技术力量雄厚,检测设施完善,设备齐全。公司在发展过程中坚持科研、设计和生产服务相结合,以科技投入为先导,以先进的设备,过硬的质量为保障,优质快捷的售后服务赢得了广大客户的信赖。公司将继续与社会各界通力合作。并竭诚希望各界朋友能一如既往的支持和关心我同温层司的发展。


1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
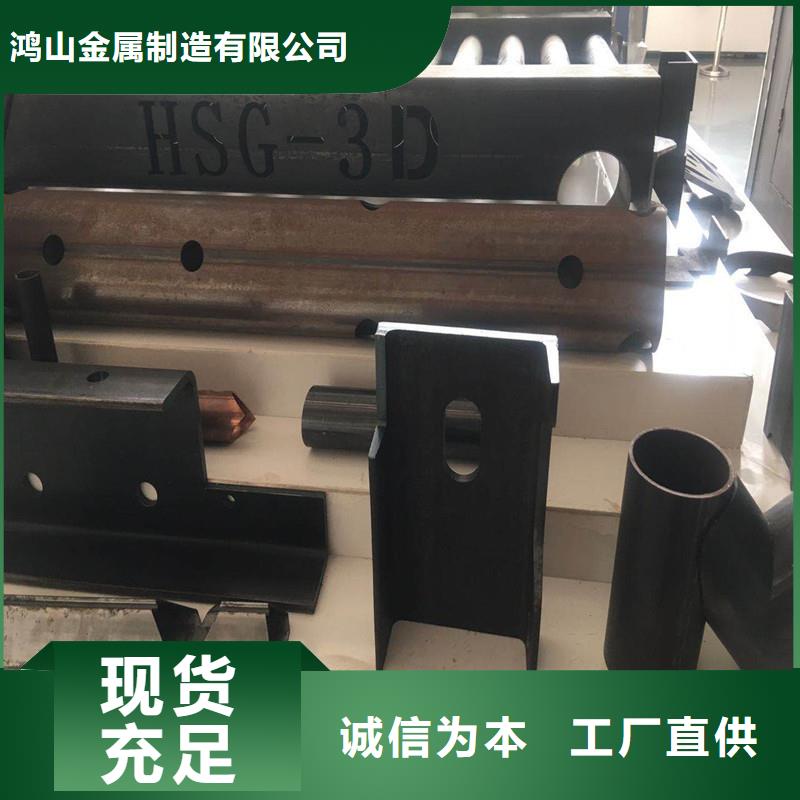
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
激光切管因此,在实际的钣金加工环节,为了充分利用这种技术,我们应该不断完善相关的自动化系统,如计算机网络控制技术,以进一步加强加工过程的自动控制功能,有效提高加工效率和加工质量。同时也可以向无人加工操作的方向发展。其次,根据的类型和实际需要钣金加工、二氧化碳激光切割技术可以实现集成操作模式选择,机器和电力,如使用焦点位置控制技术和切割和穿刺技术,以 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中,首先使用打实施有效的切割、焊接、钻井和其他钣金加工的操作材料,以提高钣金加工的质量。



不锈钢、铝合金及其他高温合金管道,通过特殊的 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。头,激光切管可以实现高精度、高灵敏度和高稳定性的切割;根据特殊截面管的加工要求,如椭圆管,管博士和其他异形管,特殊截面管的激光切割技术和激光切割的自动补偿技术可以开发管道变形和弯曲变形,从而解决缺陷引起的激光切割管本身。
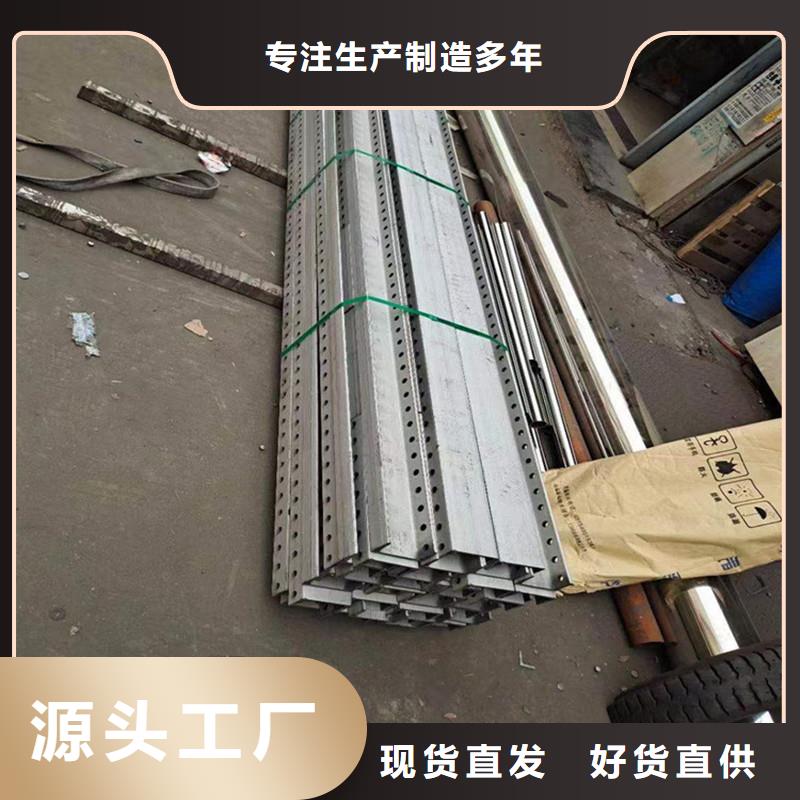
1、卫生级镜面管工艺流程:
管坯--检验--剥皮--检验--加热--穿孔--酸洗--修磨--润滑风干--焊头--冷拔--固溶处理--酸洗--酸洗钝化--检验--冷轧--去油--切头--风干--内抛光--外抛光--检验--标识--成品包装
2、工业管工艺流程
管坯--检验--剥皮--检验--加热--穿孔--酸洗--修磨--润滑风干--焊头--冷拔--固溶处理--酸洗--酸洗钝化--检验
3、焊管工艺流程
开卷--平整--端部剪切及焊接--活套--成形--焊接--内外焊珠去除--预校正--感应热处理--定径及校直--涡流检测--切断--水压检查--酸洗--终检查--包装
4、无缝方管工艺流程
圆钢--管坯--检验--加热--穿孔--定径--热轧--平头--检验--酸洗--球型退火--冷拔--成型--齐口--检验